Изготовление котла Холмова
Изготовление своего котла отопления является отличным способом сэкономить деньги. В домашних условиях можно сделать различные модификации таких устройств. Очень простым среди них является котел Холмова. На первый взгляд его вид вызывает сомнение в его эффективности, и поэтому у многих очевидцев появляется мнение, что лучше заняться изготовлением другого аппарата.
Конечно, котел Холмова не обладает повышенным КПД, однако имеет простую схему, что существенно облегчает работы по его изготовлению.
Особенности устройства
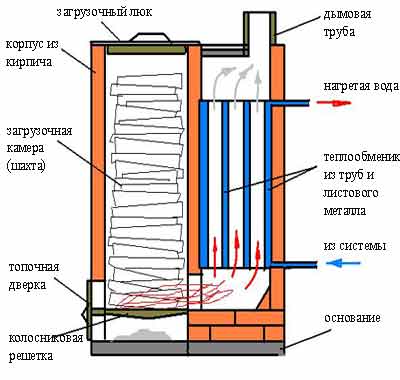
 Котел Холмова принадлежит к устройствам шахтного типа. То есть его основная часть является вертикальной топкой и размещенной возле нее теплообменной камерой. Камеры разделяет водяная перегородка. Под перегородкой имеется отверстие, через которое дым из топки попадает в теплообменную камеру.
Котел Холмова принадлежит к устройствам шахтного типа. То есть его основная часть является вертикальной топкой и размещенной возле нее теплообменной камерой. Камеры разделяет водяная перегородка. Под перегородкой имеется отверстие, через которое дым из топки попадает в теплообменную камеру.
Теплообменник этого шахтного котла представлен водяной рубашкой и перегородкой. Котел Холмова может иметь разную мощность, и в зависимости от этого может изменяться его теплообменник. При увеличении мощности в его схеме появляются дополнительные водяные перегородки. Согласно чертежам и многим видео эти перегородки монтируют только в теплообменной камере.
Ниже будет рассматриваться создание шахтного котла мощностью 8-10 кВт. Согласно чертежам, представленным в разных видео, его размеры таковы:
- Высота — 80 см.
- Глубина — 57,6 см. Если учесть горловину и дверку, то 63 см.
- Ширина — 47 см.
Материалы
Чтобы изготовить котел Холмова своими руками, нужно купить:
- Листовую сталь. Толщина 3-4 мм.
- Асбестовый шнур с толщиной и шириной 15 и 15 мм соответственно.
- Трубы. Диаметр составляет 115 мм, 40 мм, 20 мм и 15 мм.
- Металлический пруток. Длина — 47 мм. Диаметр — 10 мм.
Количество каждого материала определяют в зависимости от выбранного чертежа. Конечно, нужно учитывать некоторый запас.
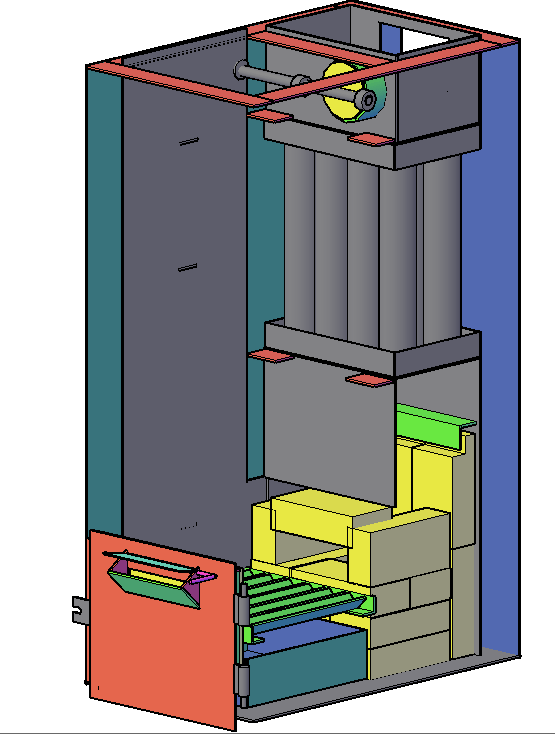
Изготовление внутренней части
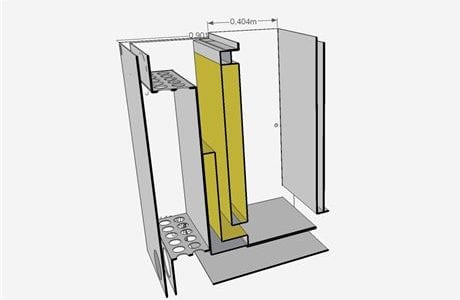
Она представляет собой конструкцию с передней, задней и боковыми стенками, а также с водяной перегородкой. Котел Холмова начинают изготавливать с создания водяной перегородки. Ее размеры должны быть такими:
- Высота – 485 мм.
- Глубина – 60 мм.
- Ширина – 403 мм.
Перегородка представляет собой две вертикальные стенки с приваренным верхом и низом. В середине нужно приварить изогнутый в форме буквы «П» компенсатор. Его приваривают к одной стенке в самом начале. Торцевых стенок в перегородке быть не должно.
Далее, изготавливая котел Холмова, выполняют действия:
- Вырезают из металла боковые стороны внутренней части шахтного котла. Согласно чертежам и разным видео они имеют высоту 77 см и ширину 54,6 см. Правда, они не являются простыми прямоугольниками, ведь впереди у нижнего угла должен быть вертикальный прямоугольник размером 80х208 мм, а вверху к этой же стороне должен примыкать горизонтальный прямоугольник размером 387х30 мм. Также в этих двух сторонах вырезают отверстия для водяной перегородки. Их делают на расстоянии 102 мм от задней стороны и 20 мм от верхней.
- Вырезают заднюю и переднюю стороны. Согласно чертежам размер первой составляет 770х403 мм, второй — 562х403 мм.
- Сваривают все элементы в единую конструкцию. На данном этапе выполняют точечную сварку. Благодаря этому все части будут формировать единую конструкцию, и при этом будет возможность скорректировать ее диагонали.
- Приваривают две металлические рамки. Одна должна быть цельной, другая иметь форму буквы «П». Первую фиксируют на самом верху сварной конструкции. Другую внизу. Угол между ними и сторонами, к которым их приваривают, должен быть прямым. Рамки можно вырезать из металла или сварить из металлических полос шириной 3 см.
- Тщательно сваривают все швы.
- Изготавливают еще одну П-образную рамку. Она должна быть такой, чтобы могла поместиться внутри конструкции. Ее размещают под водяной перегородкой на расстоянии 9 см от нее.
- К верху двух прямоугольников, которые выступают спереди конструкции, приваривают горизонтальную металлическую полосу. Ее ширина 8 см, а длина 40,3 см.
- Вверху тыльной стороны вырезают круглое 115-мм отверстие.
Изготовление наружной части котла
Котел Холмова требует еще внешних стенок водяной рубашки и дверок. Согласно многим видео дальнейший процесс изготовления котла предусматривает осуществление следующих действий:
- Вырезание из металла внешних стенок. В этом случае они являются простыми прямоугольниками. Тыльная сторона имеет размеры 77х46,3 см, боковые — 77х57,6 см, а передняя — 56,2х46,3 см.
- Вырезание в передней стенке 2-х круглых или ромбовидных компенсационных отверстий. Диаметр круглых — 1 см. Их размещают на одной вертикальной линии. Также в правом верхнем углу делают 15-мм отверстие. Оно необходимо для термометра.
- Вырезание отверстий в задней стенке. В ней делают 2 компенсационные и еще дополнительные 3 отверстия: первое предназначено для дымохода, второе — для подачи теплоносителя (диаметр 40 мм), третье — для сливного клапана (диаметр 15 мм).
- Вырезание в боковых стенках 4-х компенсационных отверстий. При этом одну пару в двух стенках размещают так, чтобы она была на одной прямой с компенсатором водяной рубашки. В эти отверстия позже нужно вставить металлический пруток и приварить его. В левой боковой стенке сверлят два отверстия: диаметр первого — 40 мм (нужен для возвращения теплоносителя), второго — 20 мм (для терморегулятора).
- Изготовление П-образных компенсаторов. Их должно быть 10 шт. Размеры 4х4х3 см (ДхШхВ).
- Приварка компенсаторов к компенсационным отверстиям наружных стен.
- Приварка всех внешних стенок к внутренней конструкции.
- Приварка патрубков и дымовой трубы.
- Приварка вверху конструкции 4-х болтов. Их размещают по периметру теплообменной камеры.
- Проверка герметичности. Для этого ставят заглушки на все патрубки и заливают в котел Холмова воду. Далее поднимают давление до 2,2 бар. Рабочее давление устройства будет составлять 1,5 Бар. Все места протекания заваривают электродной сваркой на больших токах на воде. Этот процесс можно увидеть в разных видео.
- Приварка днища.
Изготовление дверок, порожка и колосника
Порожек представляет собой прямоугольную крышку с бортиками и одним рядом дыр. Его размеры — 40х16х5,5 см (ДхШхВ). Работы по созданию порожка осуществляют по такой схеме:
- Берут лист металла.
- Вырезают в каждом углу квадрат с размером 5,5 см.
- Загибают стороны вверх.
- Проваривают стыки.
- Сверлят вдоль одной 40-см стороны 14 отверстий с диаметром 1,2 см.
Аналогично изготавливают изображаемый в разных видео колосник. Согласно чертежам его размеры должны составлять 40х20 см. Правда, в его днище вырезают продольные отверстия.
Принцип изготовления основной части дверки зольника такой же, как принцип создания основания порожка. Далее вверху дверки вырезают отверстие с размерами 19х8 см. Оно должно закрываться заслонкой в виде крышечки, завесы которой приварены над вырезанным проемом.
 С внутренней стороны дверки должна быть металлическая коробочка, в которую вставляют асбест. Эта коробочка размещается ниже отверстия и приваривается к дверке так, чтобы расстояние от нее до бортиков дверки составляло 1,5 см. По периметру дверки фиксируют асбестовый шнур. Для этого используют термостойкий герметик. К одной стороне дверки нужно приварить уши для петель, а ко второй – металлическую полосу с прорезью посередине. В эту прорезь будет заходить специальная ручка.
С внутренней стороны дверки должна быть металлическая коробочка, в которую вставляют асбест. Эта коробочка размещается ниже отверстия и приваривается к дверке так, чтобы расстояние от нее до бортиков дверки составляло 1,5 см. По периметру дверки фиксируют асбестовый шнур. Для этого используют термостойкий герметик. К одной стороне дверки нужно приварить уши для петель, а ко второй – металлическую полосу с прорезью посередине. В эту прорезь будет заходить специальная ручка.
Изготовление крышки теплообменной камеры и топки осуществляется почти так же, как и создание основной части дверки. Правда, внутренняя коробочка с асбестом занимает почти всю поверхность крышек. Крышка для первой камеры представляет собой металлический лист, который не имеет бортиков, но имеет отверстия для болтов, коробочку с асбестом, асбестовый шнур по периметру и крепление для петель люка топки. Такой верх фиксируется на болтах.





